廖总 13713838619
座机 0755-27873152
邮箱 jiatian971@126.com
网址 www.sz-jiatian.com/
地址 深圳市宝安区福海街道展城社区会展湾中港广场-6栋B座-1108
地址 中山市板芙镇智科路3号中南高科板芙智能装备制造项目10栋3层
近年来,点胶技术正经历着从接触点胶向非接触点胶的转变。国内一些公司正在从事非接触式点胶设备的研发。目前,我国70%以上的点胶系统仍采用传统的接触针点胶,且以时间/压力点胶为主;目前非接触点胶系统的市场占有率还不到10%,其开发和应用还处于起步阶段。因此,针对我国点胶技术的发展现状,研究具有自主知识产权、高精度、高可靠性的点胶技术势在必行。

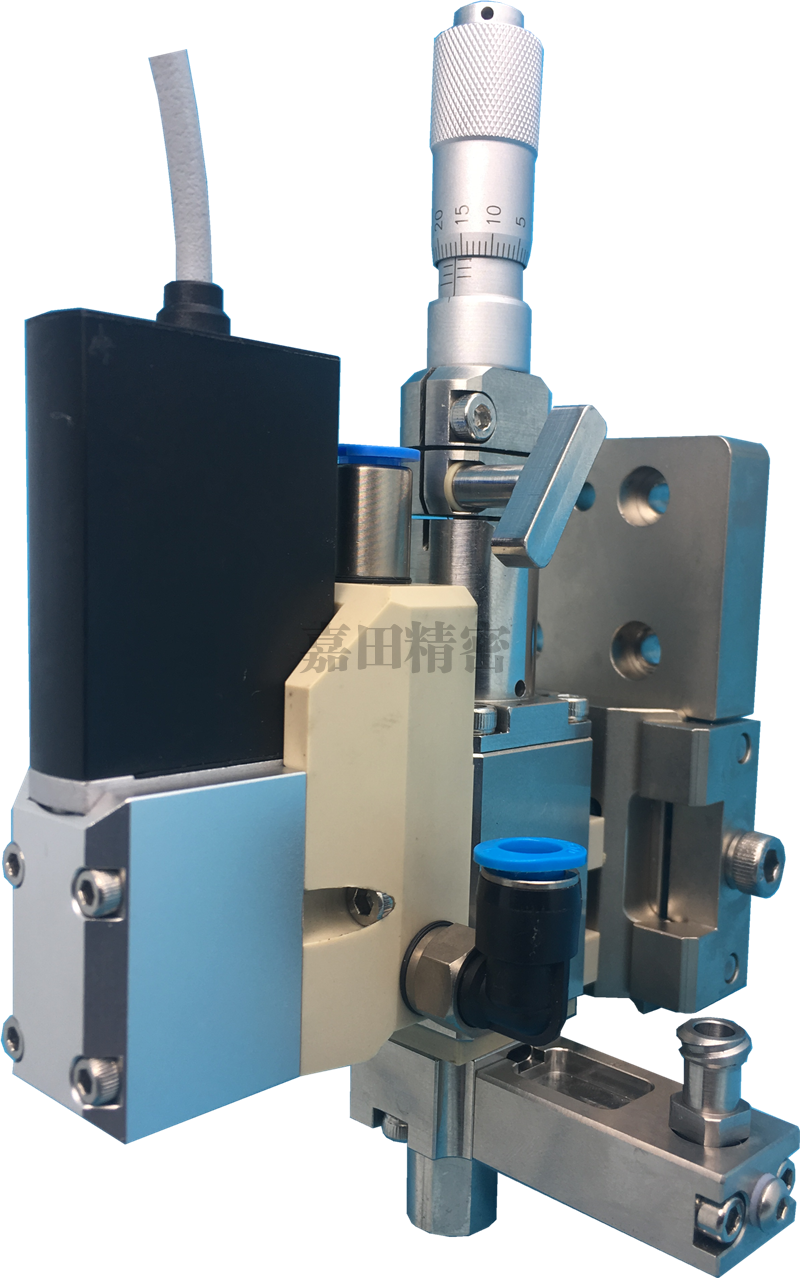
喷射阀工作参数:
1.非接触喷涂,精度高,多功能。
2.适用于液体粘度高达2000000兆帕。
3.最大速率为每秒1000次。
4、配件可自由选择,满足客户不同注液工艺的需要;对不同粘度介质具有很高的重复性;自动校准功能确保注射阀可更换,重复性高。
喷射阀工作原理
压电喷涂点胶利用压电材料的逆压电效应,喷涂频率高,设备结构简单,可获得直径小至100微米的胶点;另一方面,压电结构控制精度高,可以提高喷胶质量。然而,压电喷雾点胶的流量很小。为了增加流量,需要使用放大机构或增大喷淋装置的容积;此外,所用压电材料脆性大,易老化。目前,压电注入器件有两种类型。压电喷墨点胶是热喷墨打印技术的主要竞争对手,用于LED有机颜料的注入,其工作频率可达20kHz。射流由压电材料的变形驱动,流体在内外压差的作用下从喷嘴喷出形成液滴。这项技术的最大优点是可以使用喷射器阵列,并且可以高速喷射材料的小液滴。但是,它只能用于粘度小于0.03pa·s的流体材料的喷涂,而流体中气泡的存在会使喷涂困难。第二种压电喷雾点胶方法是快速打开和关闭喷嘴。这种注射器的典型产品是美国EFD公司的picdot系列点胶阀。其注入频率可达200点/秒。当阀杆与喷嘴配合时,注射阀关闭,此时注射阀内的流体压力较高(粘度为0.03pa·s的流体压力大于0.2MPa,粘度较高的物料压力较高)。然后,打开喷嘴,一束流体在压力的驱动下迅速从喷嘴中流出,然后关闭喷嘴。快速关闭会切断流体,这束流体获得的动能可以使其以一定的速度飞离喷嘴并到达基板。开关阀的动作由压电作动器控制,压电作动器可与杠杆系统或位移放大机构配合使用,实现准确、快速的阀门启闭动作。为了精确地控制从喷嘴中飞出的液体量,喷嘴的开启和关闭必须快速且可重复。为了获得较小的液滴,必须使用较小的喷嘴,使流体控制压力更高,开关阀移动更快。该喷涂技术已成功应用于电子器件封装用紫外光固化胶粘剂中。