廖总 13713838619
座机 0755-27873152
邮箱 jiatian971@126.com
网址 www.sz-jiatian.com/
地址 深圳市宝安区福海街道展城社区会展湾中港广场-6栋B座-1108
地址 中山市板芙镇智科路3号中南高科板芙智能装备制造项目10栋3层
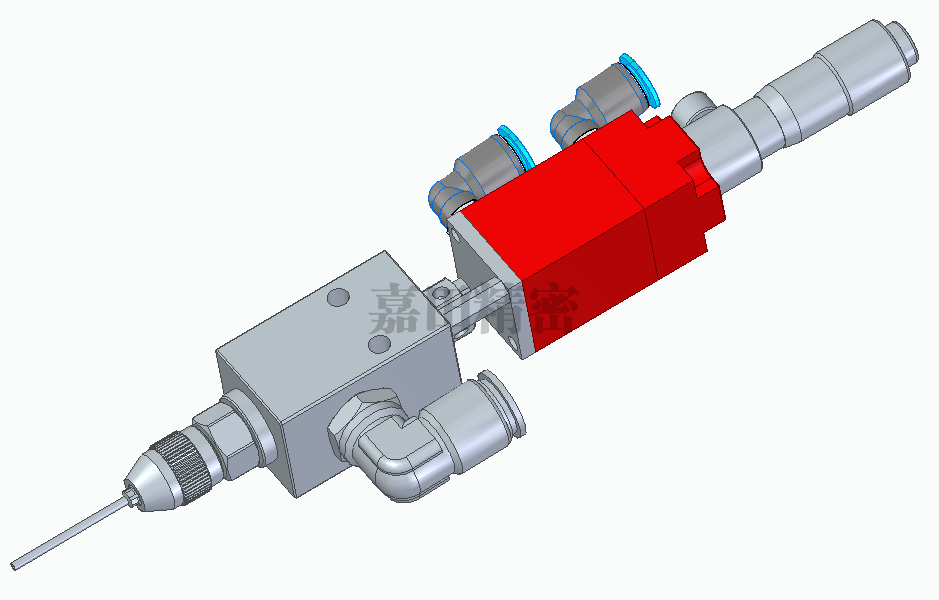
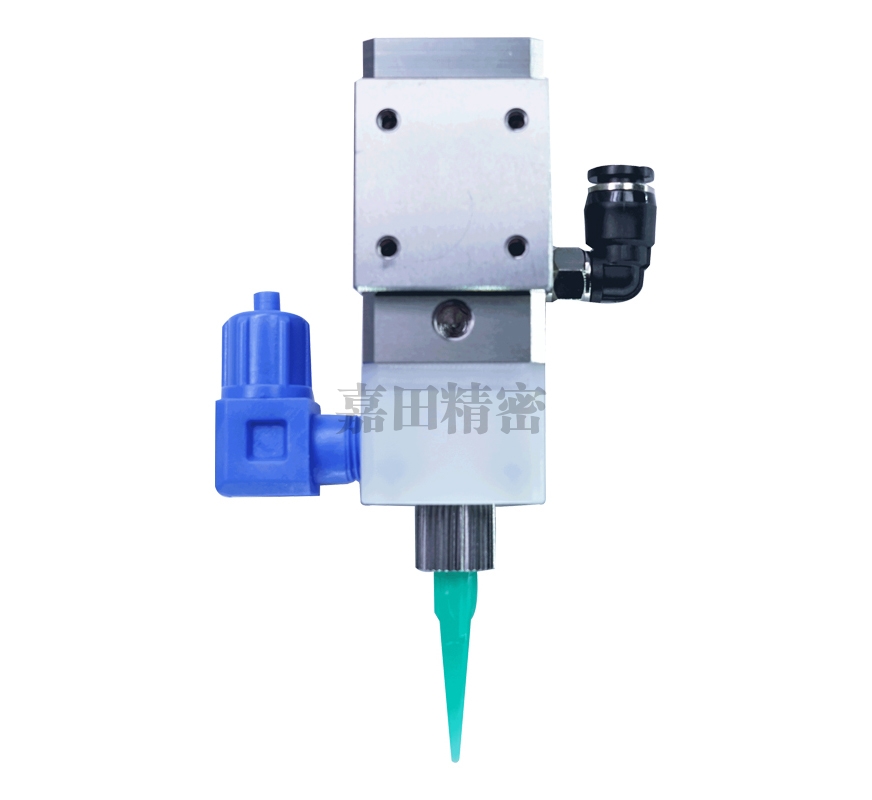
定制的点胶阀方案适用于大多数分配过程需要。我们以中韩两国的液控技术为基础,结合欧美先进的点胶控制技术,在点胶阀设备行业取得了巨大的成功。它始终基于自动化技术的前沿,致力于为大、中、小型制造企业提供全方位的自动化解决方案。

产品点胶中容易出现的工艺缺陷有:胶点尺寸不合格、拉丝、浸胶、固化强度差、易脱落等,要解决这些问题,就要从整体上研究技术参数,以找到解决问题的办法。
1.点胶阀的点胶量大小根据工作经验,胶点直径的大小应为产品间距的一半。这可以确保有足够的胶水粘合部件,避免胶水过多。分配阀的分配量由时间长度决定。在实践中,应根据生产情况(室温、胶水粘度等)选择分配时间。
2.配药压力
点胶设备为针管(胶枪)提供一定的压力,以确保胶水供应。压力决定胶水供应和胶水流出速度。压力过大容易造成溢胶和胶水过多;如果压力太小,会出现间歇性点胶和泄漏,导致产品缺陷。应根据胶水的性质和工作环境温度选择压力。高环境温度将降低粘度并提高胶水的流动性。此时,有必要降低压力值,反之亦然。
3.针尺寸
实际上,针的内径应为分配点直径的1/2左右。在点胶过程中,应根据产品尺寸选择点胶针。不同尺寸的产品应选用不同的针,这样既能保证胶点质量,又能提高生产效率。
4.打捆针与工作面的距离不同。分配阀使用不同的针,有些针有一定程度的停止。每次工作前,校准打捆针与工作面之间的距离,即z轴高度校准。
5.胶水的粘度
胶水的粘度直接影响到点胶的质量。如果粘度高,胶点会变小,甚至拉丝;如果粘度小,胶点会变大,这可能会使产品染色。在涂胶过程中,对不同粘度的胶水选择合理的压力和涂胶速度。
6.胶水温度
一般情况下,环氧树脂胶应存放在0~5℃的冰箱中,并提前半小时取出,使胶温与工作环境相一致。胶水的使用温度为23℃~25℃;环境温度对胶水的粘度有很大影响。当温度降低时,粘度增加,胶水流量相应减少,更容易发生拉丝。当其他条件相同时,5℃的环境温度差将导致胶水产量的50%变化,因此应控制环境温度。同时,还应保证环境温度。如果温度过高,胶点容易干燥,影响附着力。
7.固化温度曲线对于胶水的固化,总制造商给出了温度曲线。在实践中,应尽量采用较高的温度进行养护,使养护后的胶水具有足够的强度。
8.泡沫
胶水不能有气泡。小气泡会导致许多产品没有胶水;在每次更换橡胶软管时,应清空连接处的空气,防止空打。
9.需要特殊设置的液体速溶胶:对于水基速溶胶,使用安全活塞和聚四氟乙烯内衬金属针;对于厚的即时胶,使用锥形斜针;如果需要灵活性,请使用PP针。
紫外线胶:使用琥珀色注射器、白色活塞和倾斜针头(紫外线屏蔽)。如果使用其他类型的针,请订购可阻挡紫外线的针。光固化粘合剂:使用黑色不透明针筒以避免光敏性。使用10cc注射器和白色PE通用活塞。密封胶和膏液:如果白色活塞反弹严重,请使用安全移动式和斜针。